1、Prozesseinführung | Was kann Roboterschweißen lösen?
Hohe Konsistenz: Wiederholgenauigkeit ± 0,05 mm, stabiles Aussehen der Schweißnaht und Eindringtiefe, wodurch manuelle Schwankungen eliminiert werden.
Hohe Geschwindigkeit: Die MIG-Geschwindigkeit kann 1,2 m/min erreichen, was 2–3 Mal schneller ist als der manuelle Betrieb.
Komplexer Pfad: Sechs-Achsen-Verbindung + externe Achse, Vervollständigung räumlicher Kurven, Schnittlinien von kreisförmigen Rohren und Schweißen an der Innenseite schmaler Hohlräume.
Steuerbare Wärmezufuhr: Impuls-/Doppelimpuls-/Kaltmetallübergangsmodus (CMT), reduziert Blechverformung ≤ 1 mm
Multiprozessumschaltung: MIG/MAG/WIG/Plasmalichtbogen/Laserverbund, eine Maschine für mehrere Zwecke
2、Fähigkeiten
| Artikel | Parameter |
|---|---|
| Maximale Werkstückgröße | 3500 × 1500 × 800 mm (mit 2-Achsen-Positionierer) |
| Materialstärke | 0,8 mm – 60 mm |
| Materialtypen | Kohlenstoffstahl, Edelstahl, Aluminium, Kupfer, Titanlegierung, Chrom-Molybdän-Stahl |
| Schweißarten | Verrundungs-, Stoß-, Überlappungs-, Umfangs- und räumliche Schnittlinien |
| Schweißpositionen | Flach, horizontal, vertikal, über Kopf, alle Positionen |
| Chargenkapazität | 1 – 1.000 Stück/Charge, 24-Stunden-Dauerbetrieb |
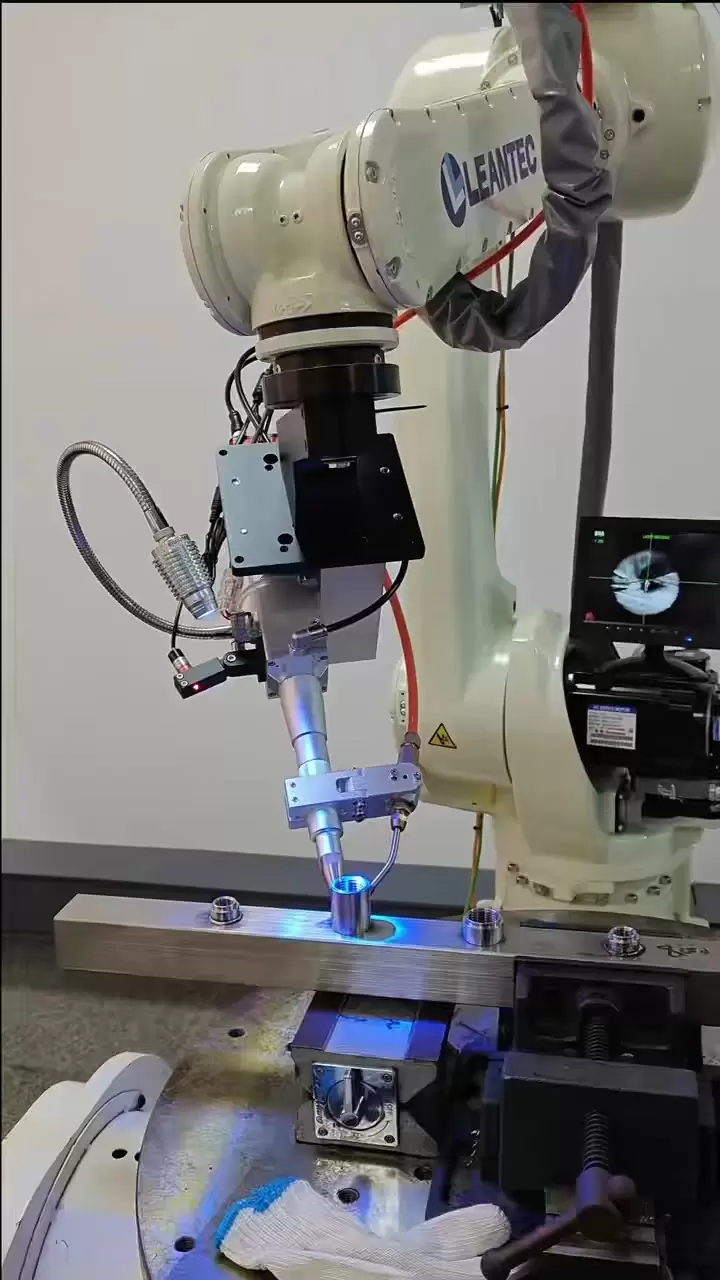
3、Unsere Ausrüstung
Fanuc M-20iA + Lincoln Power Wave i400
Sechsachsige Belastung von 20 kg, mit einer Wiederholgenauigkeit von ± 0,02 mm
Puls-MIG/MAG, Aluminiumdicke 1 mm–20 mm ohne Spritzer
KUKA KR30-3 + Fronius TPS 500i
Externer zweiachsiger Positionierer mit einem Rotationsdurchmesser von 3,5 Metern.
Dickblech aus Kohlenstoffstahl, mehrschichtig und mehrlagig geschweißt, einseitiger Eindringtiefe von 60 mm
ABB IRB 4600+Laser-Verbundkopf 4 kW
Laser-MIG-Verbundwerkstoff, Geschwindigkeit 2 m/min, Verformung <0,5 mm.
Speziell für lange Schweißnähte an Edelstahlblechen entwickelt
Yaskawa MA1440+WIG-Kaltdraht
Druckbehälter aus Titanlegierung und Chrom-Molybdän-Stahl, Wurzelschweißung und Drahtfüllung in einem Arbeitsgang.
Gasschutzkammer auf Reinraumniveau, Sauerstoffgehalt <50 ppm
4、Fallstudien zum Schweißen | Roboterschweißfälle
Schweißnaht: 4 Meter lange umlaufende Eckschweißnaht + innere Verstärkungsüberlappung
Prozess: Puls-MIG, abwechselnd mit zwei Robotern und zwei Stationen
Ergebnis: Schweißgeschwindigkeit 1,0 m/min, Verformung ≤ 1 mm, Röntgenprimärfilmanteil 99 %
Takt: 90 Sekunden pro Stück, Tagesproduktion 960 Stück
Schweißnaht: 30mm dicke Stoßfuge + 70° Nut
Prozess: Roboter-MAG-Mehrschicht- und Mehrfachdurchlauf, Umdrehen der externen Achse
Ergebnis: Die Aufprallenergie bei -20 ℃ beträgt ≥ 80 J, was der europäischen CE-Zertifizierung entspricht
Lieferung: Monatliche Produktion von 300 beweglichen Armen, mit einer Erfolgsquote beim ersten Mal von 98 %
Schweißnaht: Ti-6Al-4V dünnwandige 1,5 mm WIG-Stoßnaht
Prozess: Roboter-Kaltdraht-WIG+Reinraum, Sauerstoffgehalt <30 ppm
Ergebnis: Die Schweißnahtfarbe ist silberweiß, ohne Oxidation und die Zugfestigkeit beträgt ≥ 950 MPa
Prüfung: Durch CT+Ultraschall-Doppelinspektion eines Luft- und Raumfahrtkunden
5、 Qualität und Zertifizierung
ISO 3834-2-Schweißqualitätssystem
EN 1090-EXCEL3/EN 15085-CL1-Zertifizierung für Stahlkonstruktionen/Schienenfahrzeuge
AWS D1.1/D1.2 Kohlenstoffstahl-/Aluminium-Strukturzertifizierung
Jede Schweißnaht wird von einer UII-Nummer, QR-Code-Scanning zur Rückverfolgung von Parametern, Schweißdraht und Gascharge begleitet
6、 Warum Roboterschweißen wählen?
Durch die 24-Stunden-Kontinuitätsproduktion wird die Vorlaufzeit um 40 % reduziert.
Schweißreparaturrate < 1 %, wodurch Kosten für nachfolgende Polier-/Schweißreparaturen gespart werden.
Datenschleife: Hochladen von Schweißstrom, Spannung und Geschwindigkeit in Echtzeit in das MES, Generierung eines PDF-Berichts mit einem Klick.
Flexible Programmierung: Neues Produkt kann die Offline-Programmierung in 30 Minuten abschließen, ohne dass die Maschine zum Einlernen angehalten werden muss
Vertrauen Sie auf Zuverlässigkeit
Langjährige Exporterfahrung in globale Märkte beweist unsere Zuverlässigkeit in Qualität, Logistik und Compliance.
Zertifiziertes Qualitätsmanagement und standardisierte Produktion sorgen für zuverlässige und wiederholbare Ergebnisse bei jedem Auftrag.
Welche Toleranzen können Sie erreichen?
Unsere Standardtoleranz für die CNC-Bearbeitung beträgt DIN-2768-1-f (fein) oder +/-0,01 mm. Für höchste Präzisionsanforderungen können wir je nach Geometrie und Material Toleranzen von bis zu +/-0,005 mm erreichen.
Welche Oberflächenveredelungen bieten Sie an?
Wir bieten Oberflächenbehandlungsdienstleistungen aus einer Hand, einschließlich: Unbearbeitet (entgratet), Sandstrahlen, Eloxieren (Typ II, Typ III), Polieren, Spiegelpolieren, Pulverbeschichtung, Lackieren, Lasergravieren (Logo/Text).
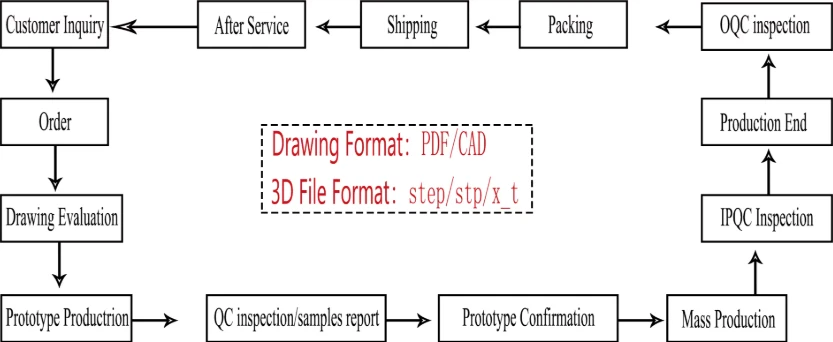
Wie schnell kann ich ein Angebot erhalten?
Senden Sie uns Ihre 3D-Dateien (STEP/IGES) und 2D-Zeichnungen (PDF). Unser Ingenieurteam wird sie analysieren und innerhalb von 6–12 Stunden ein detailliertes Angebot unterbreiten.
Was ist Ihre typische Vorlaufzeit?
Prototypen: 3–7 Tage Produktion 10–20 Tage Für dringende Projekte bieten wir auch einen beschleunigten Service an.
Stellen Sie Muster vor der Massenproduktion zur Verfügung?
Ja, wir empfehlen immer, ein Vorproduktionsmuster zur Genehmigung anzufertigen. Wir senden Ihnen Fotos/Videos oder senden Ihnen die physische Probe zur Überprüfung zu, bevor wir die gesamte Charge ausführen.
Was passiert, wenn die Teile nicht den Spezifikationen entsprechen?
Wir haben eine strenge Qualitätskontrollrichtlinie. Wenn die Teile nicht den Zeichnungsspezifikationen entsprechen, werden wir sie kostenlos neu anfertigen oder eine volle Rückerstattung leisten. Wir stehen zu 100 % hinter unserer Qualität.
Welche Materialien können Sie bearbeiten?
Wir arbeiten mit einer breiten Palette von Materialien, darunter: Metalle, Aluminium (6061, 7075), Edelstahl (303, 304, 316), Messing, Kupfer, Titan. Kunststoffe: ABS, POM (Delrin), PEEK, Nylon, Polycarbonat. Wenn Sie ein spezielles Material benötigen, teilen Sie uns dies einfach mit.

 AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4
AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4  de
de
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Nachricht
Nachricht