1、Prozesseinführung | Welche Probleme kann das Argon-Lichtbogenschweißen lösen?
Ultrahohe Schweißqualität: Vollschutz durch inertes Argongas, kein Spritzen, keine Porosität, First-Pass-Rate ≥ 99 %, Röntgenprüfung Grad I-Filmrate ≥ 98 %
Extrem dünne Bleche schweißbar: aktuelle Untergrenze von 5 A, Wandstärke 0,3 mm, Edelstahlrohr-Stumpfverbindung ohne Durchbrennen, Verformung ≤ 0,1 mm
Hoher ästhetischer Reiz: Das Fischschuppenmuster auf der Schweißnaht ist gleichmäßig, mit Ra ≤ 1,6 µm, und kann direkt geschweißt werden gebürstet oder elektropoliert, ohne dass Polieren erforderlich ist.
Schweißen in allen Positionen: Sechsachsiger Roboter + Schwenkmechanismus, der eine Umfangsnaht, vertikales Schweißen, Aufwärtsschweißen und Innenschweißen mit engem Spalt ermöglicht.
Vollständige Materialabdeckung: Kohlenstoffstahl, Edelstahl, Titan, Aluminium, Kupfer, Nickelbasislegierungen, unähnliche Metalle (Stahl, Aluminium, Kupfer, Edelstahl)
2、Fähigkeiten
| Artikel | Parameter |
|---|---|
| Maximale Werkstückgröße | 3500×1500×800 mm (Reichweite des Roboterarms) |
| Plattendickenbereich | 0,3 mm – 12 mm (Einzeldurchgang) |
| Schweißtyp | Stumpf, Verrundung, Umfangsnaht, Vertikal, Überkopf, Enger Spalt |
| Schweißposition | Alle Positionen (flach, horizontal, vertikal, über Kopf, 360° umlaufend) |
| Oberflächenqualität | Ohne Hinterschneidungen, ohne Porosität, Ra ≤ 1,6 µm |
| Mechanische Eigenschaften | Zugfestigkeit ≥ 95 % unedles Metall, -40 °C Schlagfestigkeit ≥ 47 J (Kohlenstoffstahl) |
3、Unsere Ausrüstung
Fronius MagicWave 5000 ACDC + FANUC M-20iA
500 A Rechteckwelle AC/DC, Aluminium-Magnesium-Legierung ohne Spritzer; Roboterwiederholung ± 0,02 mm
Lincoln INVERTEC V350-PRO + KUKA KR30 HA
350-A-Gleichstromimpuls, speziell entwickelt für ultradünne Platten aus Titanlegierung/Edelstahl
Miller Dynasty 350 AC/DC-Handheld-Set x 6 Sets
Manuelle Schweißreparatur, Erstmusterbemusterung, Strom-/Spannungsüberwachung in Echtzeit
Automatische Ringnaht-WIG-Spezialmaschine mit einem Durchmesser von 600 mm
0–90° Neigung, 0,1–10 U/min stufenlose Geschwindigkeitsregulierung, geeignet für Druckbehälterkopf-Ringnaht
4、Fallstudien zum WIG-Schweißen | Typische Anwendungsfälle
Material: 6063-T5 Strangpressprofil, Wandstärke 2 mm
Schweißnaht: Allseitige Eckverbindungen mit einer Gesamtlänge von 1,4 Metern, erforderliche IP66-Dichtung
Prozess: AC 220 A Rechteckwelle, Pulsfrequenz 2 Hz, Zwischenschichttemperatur ≤ 80 ℃
Ergebnis: Silberweiße Schweißnaht, Helium-Leckerkennung ≤ 1 × 10 ⁻⁶ Pa · m³/s, monatliche Produktion von 100000 Stück ohne Leckage
Material: Ti-6Al-4V Φ 4 mm dünnwandiges Rohr
Schweißnaht: umlaufende Nahtverbindung, Schutzgas Ar+He-Gemisch
Prozess: Gleichstromimpuls 40 A, Argonschalenschutz auf der Rückseite, Sauerstoffgehalt <50 ppm
Ergebnis: Zugfestigkeit ≥ 950 MPa, Ermüdung 10-mal bestanden, keine Oxidationsverfärbung
Material: SUS304 δ=0,6 mm Wellblech
Schweißnaht: 360 ° umlaufende Naht, spiegelbildliche Anforderung
Prozess: Niederfrequenzimpuls 80 A, Schwingamplitude 2 mm, reiner Argonschutz
Ergebnis: Ra ≤ 0,4 µm, direkt elektrolytisch polierbar, Losgröße 1,2 Mio. Stück ohne Nacharbeit
5、 Qualität und Rückverfolgbarkeit
ISO 15614-1 WIG-Schweißprozesszertifizierung
Online-Verfolgung des Argon-Lichtbogenschweißens: Echtzeitaufzeichnung von Strom, Spannung und Geschwindigkeit, Rückverfolgbarkeit durch QR-Code-Gravur
Jede Charge: Erstes Stück Röntgen + Strecken + Biegen, 10 % Aussehensprüfung für die Massenproduktion
Helium-Massenspektrometer-Leckdetektor: Leckrate ≤ 1 × 10 ⁻⁶ Pa · m³/s (Aluminiumgehäuse)
Vertrauen Sie auf Zuverlässigkeit
Langjährige Exporterfahrung in globale Märkte beweist unsere Zuverlässigkeit in Qualität, Logistik und Compliance.
Zertifiziertes Qualitätsmanagement und standardisierte Produktion sorgen für zuverlässige und wiederholbare Ergebnisse bei jedem Auftrag.
Welche Toleranzen können Sie erreichen?
Unsere Standardtoleranz für die CNC-Bearbeitung beträgt DIN-2768-1-f (fein) oder +/-0,01 mm. Für höchste Präzisionsanforderungen können wir je nach Geometrie und Material Toleranzen von bis zu +/-0,005 mm erreichen.
Welche Oberflächenveredelungen bieten Sie an?
Wir bieten Oberflächenbehandlungsdienstleistungen aus einer Hand, einschließlich: Unbearbeitet (entgratet), Sandstrahlen, Eloxieren (Typ II, Typ III), Polieren, Spiegelpolieren, Pulverbeschichtung, Lackieren, Lasergravieren (Logo/Text).
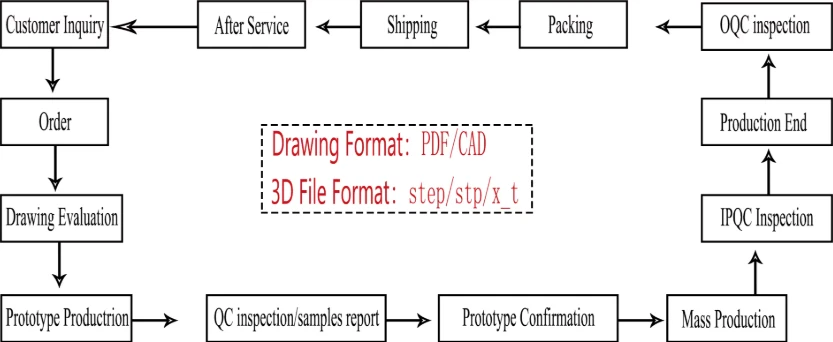
Wie schnell kann ich ein Angebot erhalten?
Senden Sie uns Ihre 3D-Dateien (STEP/IGES) und 2D-Zeichnungen (PDF). Unser Ingenieurteam wird sie analysieren und innerhalb von 6–12 Stunden ein detailliertes Angebot unterbreiten.
Was ist Ihre typische Vorlaufzeit?
Prototypen: 3–7 Tage Produktion 10–20 Tage Für dringende Projekte bieten wir auch einen beschleunigten Service an.
Stellen Sie Muster vor der Massenproduktion zur Verfügung?
Ja, wir empfehlen immer, ein Vorproduktionsmuster zur Genehmigung anzufertigen. Wir senden Ihnen Fotos/Videos oder senden Ihnen die physische Probe zur Überprüfung zu, bevor wir die gesamte Charge ausführen.
Was passiert, wenn die Teile nicht den Spezifikationen entsprechen?
Wir haben eine strenge Qualitätskontrollrichtlinie. Wenn die Teile nicht den Zeichnungsspezifikationen entsprechen, werden wir sie kostenlos neu anfertigen oder eine volle Rückerstattung leisten. Wir stehen zu 100 % hinter unserer Qualität.
Welche Materialien können Sie bearbeiten?
Wir arbeiten mit einer breiten Palette von Materialien, darunter: Metalle, Aluminium (6061, 7075), Edelstahl (303, 304, 316), Messing, Kupfer, Titan. Kunststoffe: ABS, POM (Delrin), PEEK, Nylon, Polycarbonat. Wenn Sie ein spezielles Material benötigen, teilen Sie uns dies einfach mit.

 AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4
AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4  de
de
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Nachricht
Nachricht