1. Prozesseinführung | Welche Probleme kann Laserschweißen lösen?
Minimale Wärmeeinflusszone: Laserfokussierung Ø 0,2–0,6 mm, HAZ ≤ 0,3 mm, Verformung dünner Bleche < 0,1 mm, keine anschließende Nivellierung erforderlich.
Hohes Seitenverhältnis: Sperrlocheffekt mit einem Verhältnis von Tiefe zu Breite von 10:1, Durchdringung von 0,1–8 mm auf einmal, ohne dass mehrere Schichten oder Kanäle erforderlich sind.
Hochpräzise Flugbahn: Sechs-Achsen-Roboter + Echtzeit-Schweißnahtverfolgung, Wiederholgenauigkeit ± 0,05 mm, kontrollierbare Schweißung Nahtbreite 0,5–1,5 mm
Hochgeschwindigkeitszyklus: 2–4 m/min für 1 kW dünnes Blech, 1–1,5 m/min für 3 kW mitteldickes Blech, 3–5 Mal schneller als herkömmliches WIG.
Breite Materialkompatibilität: Kohlenstoffstahl, Edelstahl, Aluminium, Kupfer, Titan und verschiedene Metalle (Aluminiumstahl, Kupfer-Edelstahl) können in einem Arbeitsgang geformt werden
2. Fähigkeiten
| Artikel | Parameter |
|---|---|
| Maximale Einzelteilgröße | 3500 × 1500 × 800 mm (Reichweite des Roboterarms) |
| Schweißdicke | 0,1 mm – 8 mm (einseitige Penetration) |
| Schweißarten | Stoßnaht, Kehlnaht, Überlappungsnaht, Umfangsnaht, 3D-Kurvennaht |
| Positionierungsgenauigkeit | ±0,05 mm (Roboter + Tracking) |
| Oberflächenqualität | Frei von Poren und Hinterschneidungen, Ra ≤ 1,6 µm, bereit zum Bürsten/Polieren |
| Chargenkapazität | 1 – 100.000 Stück/Charge, 24-Stunden-Dauerbetrieb |
3. Unsere Ausrüstung
IPG 6 kW Faserlaser+FANUC M-20iA
Sechsachsiger Roboter, Armspannweite 1811 mm, Wiederholung ± 0,02 mm.
Geeignet für 1–6 mm lange gerade Nähte aus Edelstahl/Aluminium, mit einer Geschwindigkeit von 1,5 m/min
Trumpf 4 kW Disk + KUKA KR30 HA
Hochdynamischer Arm, HA-Version Wiederholung ± 0,02 mm, mit Schweißnahtverfolgung.
Spezielles Schweißen von 0,5-4 mm reflektierenden Materialien (Kupfer, Aluminium) ohne Spritzer
SCANSONIC Remote-Scankopf 3 kW
Fokus-Abtastbreite 5–58 mm, Schwingfrequenz 1 kHz.
Aluminium-Stahl-ähnliches Material für Autotürringe, mit einer Überlappungsbreite von 20 mm und einmaliger Schweißdurchdringung
1500 W schwingendes Handlaserschweißen
Die Punktgröße ist von 0 bis 5 mm einstellbar und eignet sich für die Reparatur von Prototypen beim Schweißen und die Überprüfung von Massenerstartikeln.
Szenario ohne Vorrichtungen, Umstellung <5 Minuten
4. Fallstudien zum Laserschweißen | Typische Anwendungsfälle
Material: 6061-T6 Strangpressprofil, Wandstärke 2 mm
Schweißnaht: allseitig durchgehende Eckverbindungen, mit einer Gesamtlänge von 1,2 Metern
Herausforderung: Abdichtung ≤ 1 × 10 ⁻⁶ Pa · m³/s, Verformung ≤ 0,1 mm
Lösung: 6 kW Faserlaser, Scankopf schwenkbar 20 mm, Geschwindigkeit 1,2 m/min
Ergebnis: Die Erstdurchlaufquote lag bei 99,5 %, die Helium-Massenspektrometrie-Lecksuche wurde bestanden und es wurden 120.000 Stück pro Monat produziert
Material: Kupfergrundplatte 3 mm + obere Edelstahlabdeckung 1 mm
Schweißnaht: Gitterversiegelte Schweißnaht, Gitterabstand 8 mm
Lösung: 4-kW-Scheibe, Cu-Blei+Edelstahl-Mitnehmer, Echtzeit-Stromversorgung mit geschlossenem Regelkreis
Ergebnis: Zug- und Scherfestigkeit ≥ 180 N/mm, Wärmewiderstand um 15 % gesunken und es gab keine Leckage bei einer Charge von 500.000 Stück
Material: Ti-6Al-4V Wandstärke 0,2 mm, Durchmesser Φ 8 mm
Schweißnaht: umlaufende Nahtverbindung, keine Oxidationsverfärbung erforderlich
Lösung: 3 kW Laser + lokale Argonkammer, Sauerstoffgehalt <50 ppm
Ergebnis: Die Schweißnaht ist silberweiß, mit einer Zugfestigkeit von ≥ 950 MPa und einer 10-fachen Ermüdungslebensdauer
5. Qualität und Rückverfolgbarkeit
Zertifizierung des Laserschweißprozesses nach ISO 15614-11
Online-Sicht: Echtzeitfotografie der Schweißnahtbreite, des Versatzes und der Unterschneidung, automatische Markierung von Fehlern
QR-Code-Gravur: Ofennummer+Schweißernummer+Leistung+Geschwindigkeit, Scannen des Codes für vollständige Rückverfolgbarkeit
Jede Charge: Erster Stückabschnitt metallographisch+Zug+Biegung, 10 % Aussehensprüfung für die Massenproduktion
Vertrauen Sie auf Zuverlässigkeit
Langjährige Exporterfahrung in globale Märkte beweist unsere Zuverlässigkeit in Qualität, Logistik und Compliance.
Zertifiziertes Qualitätsmanagement und standardisierte Produktion sorgen für zuverlässige und wiederholbare Ergebnisse bei jedem Auftrag.
Welche Toleranzen können Sie erreichen?
Unsere Standardtoleranz für die CNC-Bearbeitung beträgt DIN-2768-1-f (fein) oder +/-0,01 mm. Für höchste Präzisionsanforderungen können wir je nach Geometrie und Material Toleranzen von bis zu +/-0,005 mm erreichen.
Welche Oberflächenveredelungen bieten Sie an?
Wir bieten Oberflächenbehandlungsdienstleistungen aus einer Hand, einschließlich: Unbearbeitet (entgratet), Sandstrahlen, Eloxieren (Typ II, Typ III), Polieren, Spiegelpolieren, Pulverbeschichtung, Lackieren, Lasergravieren (Logo/Text).
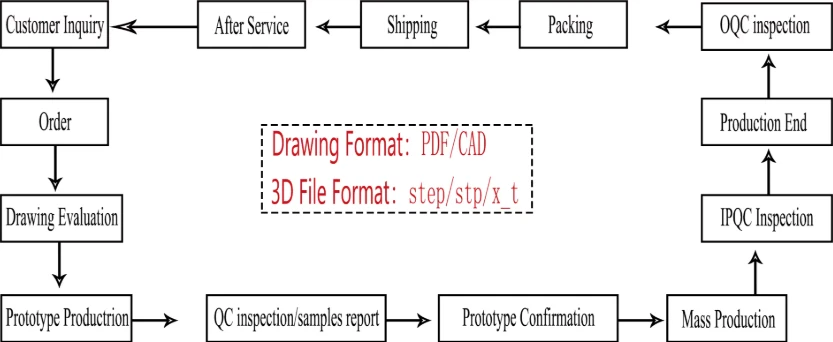
Wie schnell kann ich ein Angebot erhalten?
Senden Sie uns Ihre 3D-Dateien (STEP/IGES) und 2D-Zeichnungen (PDF). Unser Ingenieurteam wird sie analysieren und innerhalb von 6–12 Stunden ein detailliertes Angebot unterbreiten.
Was ist Ihre typische Vorlaufzeit?
Prototypen: 3–7 Tage Produktion 10–20 Tage Für dringende Projekte bieten wir auch einen beschleunigten Service an.
Stellen Sie Muster vor der Massenproduktion zur Verfügung?
Ja, wir empfehlen immer, ein Vorproduktionsmuster zur Genehmigung anzufertigen. Wir senden Ihnen Fotos/Videos oder senden Ihnen die physische Probe zur Überprüfung zu, bevor wir die gesamte Charge ausführen.
Was passiert, wenn die Teile nicht den Spezifikationen entsprechen?
Wir haben eine strenge Qualitätskontrollrichtlinie. Wenn die Teile nicht den Zeichnungsspezifikationen entsprechen, werden wir sie kostenlos neu anfertigen oder eine volle Rückerstattung leisten. Wir stehen zu 100 % hinter unserer Qualität.
Welche Materialien können Sie bearbeiten?
Wir arbeiten mit einer breiten Palette von Materialien, darunter: Metalle, Aluminium (6061, 7075), Edelstahl (303, 304, 316), Messing, Kupfer, Titan. Kunststoffe: ABS, POM (Delrin), PEEK, Nylon, Polycarbonat. Wenn Sie ein spezielles Material benötigen, teilen Sie uns dies einfach mit.

 AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4
AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4  de
de
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Nachricht
Nachricht