1、Prozesseinführung | Was kann Laserschneiden lösen?
Hochpräzise Kontur: Faserlaser-Schneidnaht von 0,1 mm, spitzer Winkel R ≤ 0,05 mm, erfüllt die Anforderung, keine Montagelöcher zu bearbeiten.
Komplexe beliebige Grafiken: DXF/DWG in einem Durchgang importieren, Sechs-Achsen-Verbindung kann 3D-Oberflächen, Schrägen und Hornmündungen schneiden.
Hochgeschwindigkeits-Dünnblech: 1 kW Leistung, 1 mm Kohlenstoffstahlgeschwindigkeit, 18 m/min, 3-mal schneller als Plasma.
Kleine Wärmeeinflusszone: Faserlaser HAZ ≤ 0,2 mm, Edelstahl direkt nach dem Schneiden gewalzt, keine Mikrorisse.
Kompatibilität mit mehreren Materialien: Kohlenstoffstahl, Edelstahl, Aluminium, Kupfer, Messing, Titan, Verbundwerkstoffe, laminierte Platte
2、Fähigkeiten
| Artikel | Parameter |
|---|---|
| Maximale Blattgröße | 3000 × 1500 mm (Wechseltisch) / 6000 × 2000 mm (großes Bett) |
| Laserleistung | 1 kW – 12 kW Glasfaser |
| Dicke des Kohlenstoffstahls | 1 – 25 mm (12 kW) |
| Edelstahlstärke | 1 – 30 mm (12 kW) |
| Aluminiumdicke | 1 – 20 mm (12 kW) |
| Messing/Kupfer | 1 – 12 mm (mit Stickstoff-Spezialdüse) |
| Schnittgenauigkeit | ±0,03 mm / Wiederholgenauigkeit ±0,01 mm |
| Oberflächenrauheit | Ra ≤ 6,3 µm (8 kW Kohlenstoffstahl 20 mm) |
3、Unsere Ausrüstung
Bystronic ByStar 3015 12 kW
3000 × 1500 mm, Wechseltisch 2 × 2 Sekunden, BeamShaper-Dickplattenmodus
Kohlenstoffstahl 25 mm glänzendes Schneiden, Edelstahl 30 mm ohne Schlackenaufhängung
Trumpf TruLaser 5030 8 kW
Spezialisiert auf Hochgeschwindigkeits-Dünnbleche, 1 mm Kohlenstoffstahl, 25 m/min
CoolLine-Wassernebelkühlung, Aluminium 10 mm ohne Verformung
Amada ENSIS 3015 6 kW
Automatischer Düsenaustausch + AI-Fokusverfolgung, geeignet für laminiertes Edelstahl-
Kupfer-/Messing-Stickstoffschneiden, Sicherheitsüberwachung von reflektierenden Materialien
BLM LC5 3D-Faserlaser-Rohrschneidemaschine
Rundrohr mit einem Durchmesser von 10–220 mm, Vierkantrohr mit einem Durchmesser von 150 × 150 mm.
3D-Fünf-Achsen-Kopf, der 45°-Schräge, Bohren und Schlitzen in einem Arbeitsgang durchführen kann
4、Fallstudien zum Laserschneiden | Schneiden von Fällen
Material: 2,5 mm 3003-H14 Aluminium
Grafik: 360 φ 8 mm große Wärmeableitungslöcher mit unregelmäßigen Konturen um die lange Schweißnahtposition
Herausforderung: Relative Position der Löcher ± 0,05 mm, Wärmeeinflusszone <0,2 mm
Lösung: 8 kW Stickstoffschneiden, Düse 1,2 mm, KI-Fokus-Echtzeitverfolgung
Ergebnis: Schnittgeschwindigkeit von 15 m/min, Lochrundheit von 0,03 mm, direktes Entgraten zum Übergang in den nächsten Nietvorgang
Material: Q355B warmgewalztes Blech 20 mm
Grafik: Aussehen 850 × 450 mm, 12 Positionierungslöcher mit einem Durchmesser von 30 mm
Lösung: 12 kW Sauerstoffschneiden, BeamShaper-Glanzverfahren; Durch das gemeinsame Kantenschneiden werden 18 % des Plattenmaterials eingespart
Ergebnis: Die Schnittbreite beträgt 0,35 mm, die Schlackenhängehöhe beträgt weniger als 0,1 mm und ein Nachpolieren ist nicht erforderlich
Material: Cu-Zn30 Messing 1,2 mm
Grafik: 3D-Hornmund, 120°-Kegel, 360°-Dauerkurve
Lösung: Stickstoff 12 bar, 3D-Fünf-Achsen-Kopf, Fokusfolge
Ergebnis: Es entsteht keine Oxidation an der Kante und die Beschichtung kann direkt poliert werden, wodurch 2 manuelle Arbeitsgänge eingespart werden
5、 Gas- und Energieverbrauch
Elektrooptische Umwandlung des Faserlasers von 35 %, Energieverbrauch nur ein Drittel des CO₂-Lasers.
Luftschneiden: 1–6 mm Kohlenstoffstahl, Kosten ↓ 40 %>
Sauerstoffschneiden: 7–25 mm Kohlenstoffstahl, glänzender Effekt.
Stickstoffschneiden: Edelstahl/Aluminium/Kupfer, keine Oxidationsrückstände.
Hochdruckstickstoff 30 bar: Kupfer 12 mm, nicht reflektierend, sicheres Schneiden
6、 Automatisierung und Rückverfolgbarkeit
Automatischer Düsenwechsel 5–25 mm, Düsenwechselzeit <25 s.
Automatische Kantenfindung + Sechs-Punkt-Kalibrierung, präzises Schneiden kann auch dann erreicht werden, wenn die Abweichung der Platine ≤ 0,5 mm beträgt.
AI-Algorithmus für überschüssiges Material-Layout, Materialausnutzungsrate um 8–12 % erhöht.
QR-Code-Markierung: Nach dem Schneiden direkt die Teilenummer und Ofennummer lasermarkieren, den Code zur Rückverfolgbarkeit scannen
. MES-Docking: Echtzeit-Upload von Schnittzeit, Gasart, Leistung und Geschwindigkeitsdaten
Vertrauen Sie auf Zuverlässigkeit
Langjährige Exporterfahrung in globale Märkte beweist unsere Zuverlässigkeit in Qualität, Logistik und Compliance.
Zertifiziertes Qualitätsmanagement und standardisierte Produktion sorgen für zuverlässige und wiederholbare Ergebnisse bei jedem Auftrag.
Welche Toleranzen können Sie erreichen?
Unsere Standardtoleranz für die CNC-Bearbeitung beträgt DIN-2768-1-f (fein) oder +/-0,01 mm. Für höchste Präzisionsanforderungen können wir je nach Geometrie und Material Toleranzen von bis zu +/-0,005 mm erreichen.
Welche Oberflächenveredelungen bieten Sie an?
Wir bieten Oberflächenbehandlungsdienstleistungen aus einer Hand, einschließlich: Unbearbeitet (entgratet), Sandstrahlen, Eloxieren (Typ II, Typ III), Polieren, Spiegelpolieren, Pulverbeschichtung, Lackieren, Lasergravieren (Logo/Text).
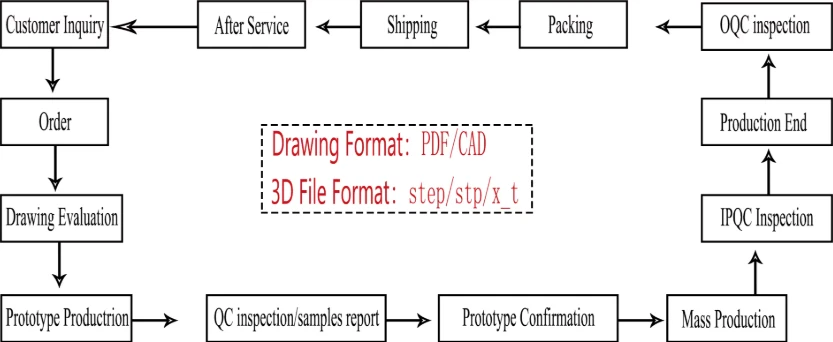
Wie schnell kann ich ein Angebot erhalten?
Senden Sie uns Ihre 3D-Dateien (STEP/IGES) und 2D-Zeichnungen (PDF). Unser Ingenieurteam wird sie analysieren und innerhalb von 6–12 Stunden ein detailliertes Angebot unterbreiten.
Was ist Ihre typische Vorlaufzeit?
Prototypen: 3–7 Tage Produktion 10–20 Tage Für dringende Projekte bieten wir auch einen beschleunigten Service an.
Stellen Sie Muster vor der Massenproduktion zur Verfügung?
Ja, wir empfehlen immer, ein Vorproduktionsmuster zur Genehmigung anzufertigen. Wir senden Ihnen Fotos/Videos oder senden Ihnen die physische Probe zur Überprüfung zu, bevor wir die gesamte Charge ausführen.
Was passiert, wenn die Teile nicht den Spezifikationen entsprechen?
Wir haben eine strenge Qualitätskontrollrichtlinie. Wenn die Teile nicht den Zeichnungsspezifikationen entsprechen, werden wir sie kostenlos neu anfertigen oder eine volle Rückerstattung leisten. Wir stehen zu 100 % hinter unserer Qualität.
Welche Materialien können Sie bearbeiten?
Wir arbeiten mit einer breiten Palette von Materialien, darunter: Metalle, Aluminium (6061, 7075), Edelstahl (303, 304, 316), Messing, Kupfer, Titan. Kunststoffe: ABS, POM (Delrin), PEEK, Nylon, Polycarbonat. Wenn Sie ein spezielles Material benötigen, teilen Sie uns dies einfach mit.

 AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4
AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4  de
de
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Nachricht
Nachricht