1、Prozesseinführung | Was löst die Biegemaschine?
Einmaliges Formen: Falten Sie das Metallblech in einen beliebigen zweidimensionalen Querschnitt, sodass kein Spleißen und keine Nachbearbeitung erforderlich ist.
Hochpräziser Winkel: CNC-Hinteranschlagmaterial + Gitterlineal, Wiederholgenauigkeit ± 0,1 °, erfüllt die Anforderungen an eine inspektionsfreie Montage.
Kleiner Biegeradius: minimaler Innen-R 0,2 mm, geeignet für scharfkantige Haushaltsgeräteplatten und Präzisionsgehäuse.
Lange Geradheit: 6 Meter langer Integralträger, Gesamtgeradheit ≤ 0,3 mm/1000 mm, geeignet für Aufzugskabinen und Kabinenseitenwände.
Komplex Polygone: mehrfaches Biegen und automatischer Formwechsel, wodurch eine einmalige Fertigstellung von Kasten-, Scheiben-, C- und Z-Formen erreicht wird
2、Fähigkeiten
| Artikel | Parameter |
|---|---|
| Maximale Biegelänge | 50 mm – 6100 mm (mit automatischer Zuführoption) |
| Maximale Biegekraft | 40 Tonnen – 2200 Tonnen |
| Blechdickenbereich | 0,3 mm – 25 mm (Kohlenstoffstahl) / 0,3 mm – 20 mm (Edelstahl) / 0,5 mm – 30 mm (Aluminium) |
| Biegewinkelbereich | 0 – 180° (einschließlich negativer Winkel) |
| Hub des Hinteranschlags | X 1000 mm × R 250 mm × Z 300 mm (7-Achsen optional) |
| Winkelwiederholungsgenauigkeit | ±0,1° |
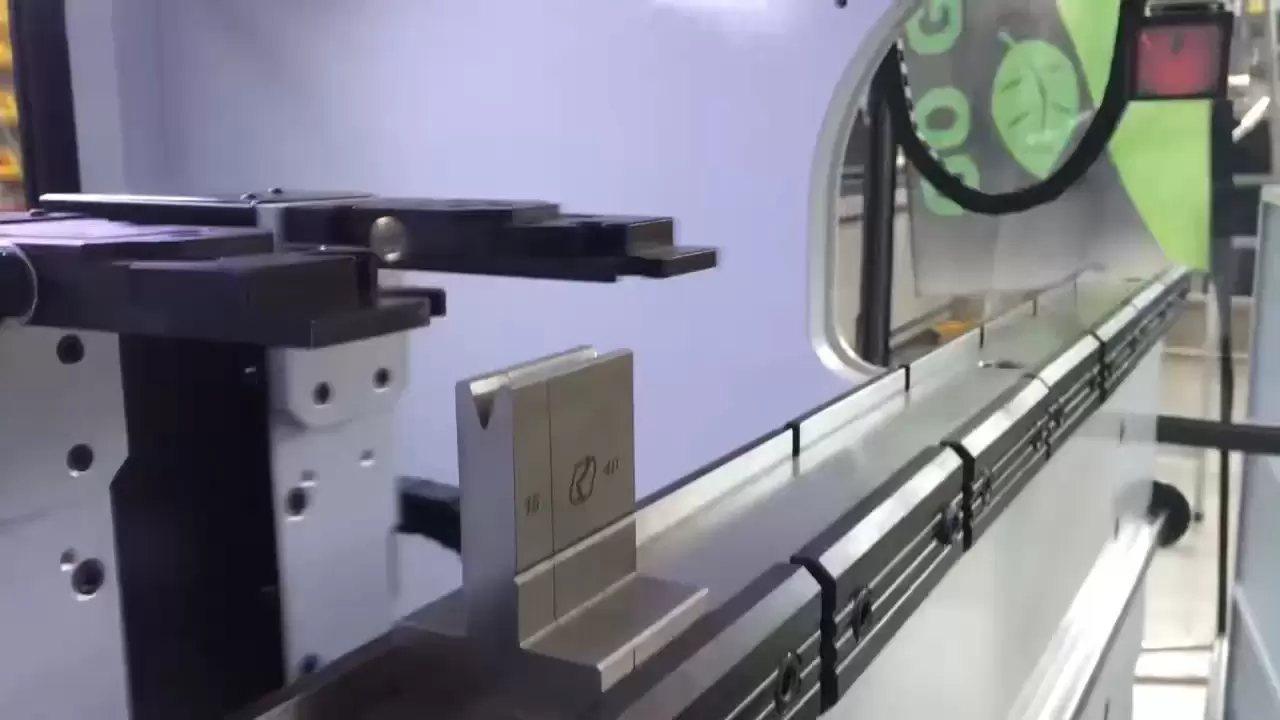
3、Unsere Ausrüstung
TruBend 5170
170 Tonnen x 3100 mm, 4-Achsen-CNC, Hochgeschwindigkeitshydraulik 200 mm/s.
Geeignet für die Hochgeschwindigkeits-Serienproduktion von 1–3 mm dünnen Platten, bevorzugt in der Haushaltsgeräteindustrie
TruBend 5230
230 Tonnen x 4100 mm, 6 Achsen + ACB-Winkel-Echtzeitkorrektur,
3–8 mm mitteldicke Platte, Winkel geschlossener Regelkreis ± 0,1 °
LVD PPEB 2200/6100
2200 Tonnen x 6100 mm, 8-Achsen-CNC, segmentierte Ober- und Unterformen.
Dickes Blech, 20 mm × 6 m, Marinestahlblech, in einem Arbeitsgang geformt
Servoelektrische Biegemaschine HFE-M 100-3100
100 Tonnen x 3100 mm, angetrieben durch Servomotor, reduziert den Energieverbrauch um 35 %.
0,3–2 mm Spiegelschale aus Edelstahl, keine Ölflecken, keine Reinigung erforderlich
4、Fallstudien zum Biegen | Fallstudien zum Biegen
Material: 2 mm 3003-H14 Aluminium
Form: Kastenförmig 420 × 320 × 45 mm, 12 Biegungen
Herausforderung: Innen-R 0,8 mm, Maßtoleranz ± 0,1 mm
Lösung: TruBend 5170 + nahtlose Folie + automatische Formenwechselbibliothek, 30 Sekunden/Stück
Ergebnis: Die First-Pass-Rate beträgt 99,2 % und die tägliche Produktionskapazität beträgt 1200 Stück
Material: 1,5 mm dicke gebürstete Platte aus Edelstahl 304
Länge: 5300 mm insgesamt gebogen, Höhe 2200 mm
Schwierigkeit: Geradheit über die gesamte Länge ≤ 0,3 mm, keine Drahtziehkratzer auf der Oberfläche
Lösung: LVD 6-Meter-Maschine+Polyurethan-Unterform+Vakuum-Saugnapf-Schneiden
Ergebnis: Der Diagonalfehler des Wandpaneels beträgt ≤ 0,5 mm und es wird direkt dem Montageband zugeführt
Material: 16 mm warmgewalztes Q355B-Blech
Winkel: 90° stumpfer Winkel 88° (Rückstoßkompensation)
Länge: 5700 mm, doppelt gefaltet
Lösung: segmentierte 2200-Tonnen-Form + ACB-Echtzeit-Winkelrückmeldung
Ergebnis: Stabiler Rückprall bei ± 0,3°, sodass keine sekundäre Flammenkalibrierung erforderlich ist
5、 Formenbau und Automatisierung
Über 800 Standard-Ober-/Unterformen im Lager, die scharfe Winkel, Schwanenhälse, Kastenformen und Bögen abdecken.
Automatisches Formenwechsellager (ATC) mit einer Kapazität von 5 Tonnen und einer Formwechselzeit von weniger als 90 Sekunden.
Roboterbiegeeinheit: Biegemaschine + 6-Achsen-Roboter + visuelle Ausrichtung, mannloser 24-Stunden-Betrieb.
Offline-Programmiersoftware: BySoft 7/TruTops Bend, 3D-Simulationskollision, Zeit für die Anpassung des ersten Teils um 70 % reduziert.
6、 Qualität und Rückverfolgbarkeit
Biegegenauigkeitsnorm ISO 9013, Winkeltoleranzstufe 1
Erster Artikel, drei Koordinatenberichte für jede Charge + Chargenprobenahme, 10 %
QR-Code-Rückverfolgbarkeit: Materialofennummer + Formnummer + Biegeparameter + Prüfer.
Integration mit MES zum Hochladen von Biegekraft-, Winkel- und Größendaten in Echtzeit
Vertrauen Sie auf Zuverlässigkeit
Langjährige Exporterfahrung in globale Märkte beweist unsere Zuverlässigkeit in Qualität, Logistik und Compliance.
Zertifiziertes Qualitätsmanagement und standardisierte Produktion sorgen für zuverlässige und wiederholbare Ergebnisse bei jedem Auftrag.
Welche Toleranzen können Sie erreichen?
Unsere Standardtoleranz für die CNC-Bearbeitung beträgt DIN-2768-1-f (fein) oder +/-0,01 mm. Für höchste Präzisionsanforderungen können wir je nach Geometrie und Material Toleranzen von bis zu +/-0,005 mm erreichen.
Welche Oberflächenveredelungen bieten Sie an?
Wir bieten Oberflächenbehandlungsdienstleistungen aus einer Hand, einschließlich: Unbearbeitet (entgratet), Sandstrahlen, Eloxieren (Typ II, Typ III), Polieren, Spiegelpolieren, Pulverbeschichtung, Lackieren, Lasergravieren (Logo/Text).
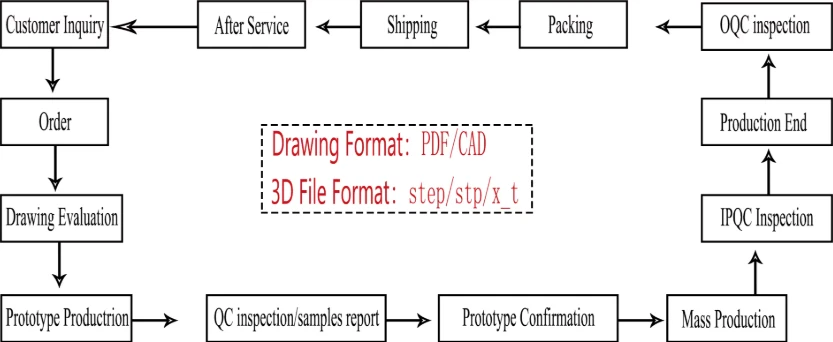
Wie schnell kann ich ein Angebot erhalten?
Senden Sie uns Ihre 3D-Dateien (STEP/IGES) und 2D-Zeichnungen (PDF). Unser Ingenieurteam wird sie analysieren und innerhalb von 6–12 Stunden ein detailliertes Angebot unterbreiten.
Was ist Ihre typische Vorlaufzeit?
Prototypen: 3–7 Tage Produktion 10–20 Tage Für dringende Projekte bieten wir auch einen beschleunigten Service an.
Stellen Sie Muster vor der Massenproduktion zur Verfügung?
Ja, wir empfehlen immer, ein Vorproduktionsmuster zur Genehmigung anzufertigen. Wir senden Ihnen Fotos/Videos oder senden Ihnen die physische Probe zur Überprüfung zu, bevor wir die gesamte Charge ausführen.
Was passiert, wenn die Teile nicht den Spezifikationen entsprechen?
Wir haben eine strenge Qualitätskontrollrichtlinie. Wenn die Teile nicht den Zeichnungsspezifikationen entsprechen, werden wir sie kostenlos neu anfertigen oder eine volle Rückerstattung leisten. Wir stehen zu 100 % hinter unserer Qualität.
Welche Materialien können Sie bearbeiten?
Wir arbeiten mit einer breiten Palette von Materialien, darunter: Metalle, Aluminium (6061, 7075), Edelstahl (303, 304, 316), Messing, Kupfer, Titan. Kunststoffe: ABS, POM (Delrin), PEEK, Nylon, Polycarbonat. Wenn Sie ein spezielles Material benötigen, teilen Sie uns dies einfach mit.

 AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4
AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4  de
de
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Nachricht
Nachricht