1、Prozesseinführung | Was kann CNC-Fräsen für Sie lösen?
Komplexe 3D-Oberfläche: 3- bis 5-Achsen-Verbindung für einmaliges Spannen zur Vervollständigung der facettenreichen Bearbeitung, wodurch manuelle Wendefehler vermieden werden.
Hochpräzise Positionierung: ± 0,01 mm Wiederholgenauigkeit, Lochposition, Hohlraum, Gewinde können direkt montiert werden.
Hartmaterialbearbeitung: HRC52 vergütetes CBN-Hochgeschwindigkeitsfräsen, ersetzt herkömmliches Schleifen, spart 30 % der Arbeitsstunden.
Spiegeleffekt: Ra ≤ 0,4 µm, hochglänzende Klingenbahn, keine Nachbearbeitung für Außenteile erforderlich.
Kleine Charge, schnelle Lieferung: Automatischer Werkzeugwechsel rund um die Uhr + Online-Messung, ab 1 Stück, Versand innerhalb von 48 Stunden
2、Fähigkeiten
| Artikel | Spezifikation |
|---|---|
| Maximale Bearbeitungsgröße | 3200×1600×800 mm (Portal) / 1200×600×700 mm (vertikal) |
| Bearbeitungsgenauigkeit | ±0,01 mm / IT6-IT7 |
| Oberflächenrauheit | Ra 0,4–1,6 µm (materialabhängig) |
| Materialbereich | Aluminium, Stahl, Edelstahl, Titan, Kupfer, technische Kunststoffe, Verbundwerkstoffe |
| Chargenkapazität | 1-10.000 Stück/Charge, Umrüstung < 15 Min |
3、Unsere Ausrüstung
GMC-3016 Longmen Bearbeitungszentrum
Verfahrweg: 3200 × 1600 × 800 mm, BT50 22 kW
Geeignet zum mehrseitigen Fräsen großer Motorgehäuse und Werkzeugmaschinenbetten
Mazak VCN-700L Vertikal-Bearbeitungszentrum × 3
Verfahrweg: 1200 × 700 × 600 mm, Direktantrieb 12000 U/min.
Hochgeschwindigkeits-Aluminiumbearbeitung, einmaliges Formen der T-förmigen Nut/Wärmeableitungsrippe
Doosan DHM 6300 Horizontal-Bearbeitungszentrum
Doppeltablett 630 × 630 mm, 0,001 ° CNC-Drehtisch
Vierseitige Bearbeitung von kastenförmigen Teilen mit einer Wiederholgenauigkeit von ± 0,005 mm
Haas UMC-750 5-Achsen-Gestänge-Bearbeitungszentrum
Verfahrweg: 750 × 500 × 500 mm, ± 120 ° B-Achse.
Das Laufrad, der tiefe Hohlraum der Form und die unregelmäßige Oberfläche des WEG-Motorgehäuses werden in einem Arbeitsgang fertiggestellt
4、Fallstudien zum Fräsen | Anwendungsfälle
Material: ADC12-Aluminium-Druckguss-Rohling
Bearbeitungsinhalte: Wärmeableitungsrippen, Lagerkammern, Flanschflächen, Hubringlöcher
Schwierigkeit: 360 ° Kühlkörperdicke von 2 mm, Koaxialität ≤ 0,01 mm
Lösung: UMC-750 5-Achsen-Verbindung, grob, halbfein, fein, drei Messermethode, Online-Tasterkompensation
Ergebnis: Bearbeitungszeit von 18 Minuten pro Stück, keine Verformung des Kühlkörpers, jährliche Lieferung von 120.000 Sätzen 0PPM
Material: 42CrMo vergütet HRC32
Merkmale: Kreuzlochposition, tiefer Hohlraum, dünne Wand 0,8 mm
Ergebnis: Positionsgenauigkeit von 0,02 mm, ersetzt durch hartes CBN-Schleifen, wodurch 30 % der Arbeitsstunden eingespart werden
Material: 6061-T6 Aluminium
Merkmale: Tiefer Hohlraum 20 mm, Rippenstärke 0,5 mm, Gewinde M2-M6, insgesamt 120
Ergebnis: Die Ebenheit der Kavität beträgt 0,03 mm, die Position des Gewindes beträgt 0,02 mm und die monatliche Produktion beträgt 50000 Stück
5、 Qualität und Lieferung
ISO 2768-f-Präzisionstoleranzstandard
Erster Artikel mit drei Koordinatenberichten für jede Charge + 10 %-Inspektion
Online-Messkopf: Echtzeit-Größenkompensation, CPK≥1,67
48-Stunden-Lieferung: automatischer Werkzeugwechsel + 24-Stunden-Zweischichtsystem, dringende Bestellungen benötigen 1 Tag für die Musterproduktion
Vertrauen Sie auf Zuverlässigkeit
Langjährige Exporterfahrung in globale Märkte beweist unsere Zuverlässigkeit in Qualität, Logistik und Compliance.
Zertifiziertes Qualitätsmanagement und standardisierte Produktion sorgen für zuverlässige und wiederholbare Ergebnisse bei jedem Auftrag.
Welche Toleranzen können Sie erreichen?
Unsere Standardtoleranz für die CNC-Bearbeitung beträgt DIN-2768-1-f (fein) oder +/-0,01 mm. Für höchste Präzisionsanforderungen können wir je nach Geometrie und Material Toleranzen von bis zu +/-0,005 mm erreichen.
Welche Oberflächenveredelungen bieten Sie an?
Wir bieten Oberflächenbehandlungsdienstleistungen aus einer Hand, einschließlich: Unbearbeitet (entgratet), Sandstrahlen, Eloxieren (Typ II, Typ III), Polieren, Spiegelpolieren, Pulverbeschichtung, Lackieren, Lasergravieren (Logo/Text).
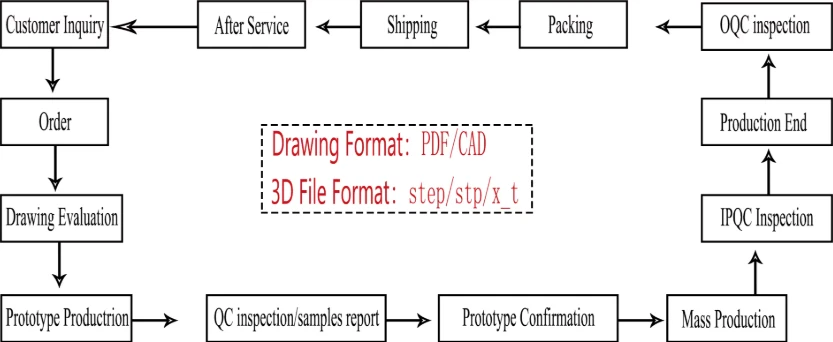
Wie schnell kann ich ein Angebot erhalten?
Senden Sie uns Ihre 3D-Dateien (STEP/IGES) und 2D-Zeichnungen (PDF). Unser Ingenieurteam wird sie analysieren und innerhalb von 6–12 Stunden ein detailliertes Angebot unterbreiten.
Was ist Ihre typische Vorlaufzeit?
Prototypen: 3–7 Tage Produktion 10–20 Tage Für dringende Projekte bieten wir auch einen beschleunigten Service an.
Stellen Sie Muster vor der Massenproduktion zur Verfügung?
Ja, wir empfehlen immer, ein Vorproduktionsmuster zur Genehmigung anzufertigen. Wir senden Ihnen Fotos/Videos oder senden Ihnen die physische Probe zur Überprüfung zu, bevor wir die gesamte Charge ausführen.
Was passiert, wenn die Teile nicht den Spezifikationen entsprechen?
Wir haben eine strenge Qualitätskontrollrichtlinie. Wenn die Teile nicht den Zeichnungsspezifikationen entsprechen, werden wir sie kostenlos neu anfertigen oder eine volle Rückerstattung leisten. Wir stehen zu 100 % hinter unserer Qualität.
Welche Materialien können Sie bearbeiten?
Wir arbeiten mit einer breiten Palette von Materialien, darunter: Metalle, Aluminium (6061, 7075), Edelstahl (303, 304, 316), Messing, Kupfer, Titan. Kunststoffe: ABS, POM (Delrin), PEEK, Nylon, Polycarbonat. Wenn Sie ein spezielles Material benötigen, teilen Sie uns dies einfach mit.

 AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4
AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4  de
de
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian


 Nachricht
Nachricht