1、Prozesseinführung | Welche Probleme kann Stempeln lösen?
Hochgeschwindigkeits-Massenproduktion: Folgeverbundgesenk 200–800 Mal/Minute, einschichtige tägliche Produktion von 100.000–500.000 Stücken, Kosten 60–80 % niedriger als bei der maschinellen Bearbeitung.
Komplexe dreidimensionale Form: eine Kombination aus mehreren Arbeitsstationen, einschließlich Tiefziehen, Stanzen, Bördeln und Formen, um Kastenkörper, Mantel, Flansch und Verstärkungsrippen zu erzielen.
Hochpräzise Abmessungen: Präzises Folgegesenk ± 0,01 mm, Lochpositionsgenauigkeit ≤ 0,02 mm, Direktmontage ohne Nachbearbeitung
Hervorragende Oberfläche: Kaltgewalzte Blechoberfläche Ra ≤ 0,8 µm, verzinktes/beschichtetes Blech behält nach dem Stanzen noch sein ursprüngliches Aussehen
Materialeinsparung: Geschlossene Materialanordnung, Materialausnutzungsgrad ≥ 85 %, geeignet für Edelmetalle und dünne Edelstahlmaterialien
2、Fähigkeiten
| Artikel | Spezifikation |
|---|---|
| Maximale Presskapazität | 25 t – 800 t mechanisch / 1250 t Servo |
| Maximale Matrizengröße | 2500 × 1200 mm (Progressive Matrize) |
| Materialstärke | 0,05 mm – 12 mm (Stahl) / 0,1 mm – 8 mm (Edelstahl) / 0,1 mm – 10 mm (Aluminium) |
| Blanking-Genauigkeit | ±0,01 mm / Lochabstand ±0,02 mm |
| Fütterungsmethode | Servorollenvorschub, Schrittgenauigkeit ±0,005 mm |
| Chargenkapazität | 1 – 1.000.000 Stück/Charge, Werkzeugwechsel < 15 Min. (Schnellspannsystem) |
3、Unsere Ausrüstung
AIDA NC1-800 (800 t)
Werkbank 2500 × 1200 mm, Servo-Geschwindigkeitsregelung 20–120 SPM.
Geeignet zum Tiefziehen großer Automobilverkleidungen und Umformen von hochfestem Stahl
AIDA NC1-200 (200 t) x 3 Einheiten
800 × 800 mm, progressive Stanze mit hoher Geschwindigkeit, 200–600 SPM.
Präzisionsstanzen, Materialschneiden, Motor mit Eisenkern, spezielle Verbindungsfederplatte
Bruderer BSTA 125 (125 t)
Schweizer Hochgeschwindigkeitsstanze, 1250 SPM, ± 0,005 mm Schrittabstand,
0,1 mm elektronischer Edelstahlstecker mit progressivem Multi-Stationen-Design
Yamada Dobby 60 tx 6 Einheiten
600 SPM, Transport des Obermaterials und der Gewindeschneideinheit innerhalb der Form.
Kleine Präzisionsteile, M1–M3 in der Form. Gewindeschneiden in einem Arbeitsgang
Hyson Servopresse 125 t
Beliebige Verfahrkurve, Presskraft im geschlossenen Regelkreis ± 1 %, geeignet für Präzisionsformung + Online-Erkennung
4、Stempel-Fallstudien | Stempeletuis
Material: 0,35 mm nicht orientierte Siliziumstahlspule
Form: Außendurchmesser 180 mm, 72 Schlitze, Dicke 40 mm, gestapelte Niete
Prozess: Folgeverbundwerkzeug an 72 Stationen + rotierendes Stapelnieten + Online-Graterkennung ≤ 0,02 mm
Ergebnis: Ebenheit ≤ 0,05 mm, Eisenverlust ≤ 2,4 W/kg, monatliche Produktion von 1,2 Millionen Stück
Material: B340LA hochfester Stahl 4 mm
Form: 3D-Tiefziehen + Seitenstanzen, 3D-Toleranz ± 0,1 mm
Prozess: 800-Tonnen-Servopresse + dreiachsiger Transferarm, 7-Stationen-Transferform
Ergebnis: Die Positionsgenauigkeit des Seitenlochs beträgt 0,08 mm, es ist keine Bearbeitung erforderlich und die jährliche Produktionskapazität beträgt 800.000 Sätze
Material: 0,2 mm C7521 Phosphorbronze
Form: 128 Teile, bestehend aus 0,25 mm Mikrolamellen und 0,3 mm konvexen Ausbuchtungen
Prozess: 125-Tonnen-Hochgeschwindigkeitsstanze, Schrittabstand von 12 mm, 600 SPM
Ergebnis: Die Lamellen sind gratfrei, die Abschirmwirkung beträgt >100 dB und die monatliche Produktion liegt bei 5 Millionen Stück
5、 Formenbau und Automatisierung
Selbstentwickelte Folgeverbund-/Transfer-/Verbundformen, MaxProgress-Simulationsformung, Reduzierung der Versuchsformen um 40 %.
Formstahl: SKD11, CD53, Hartlegierungseinsätze, mit einer Lebensdauer von ≥ 100 Millionen Mal.
Integriert in Formgewindebohrer, Formnietung und Formspritzguss zur Reduzierung der Nachbearbeitung.
Roboter + visuelle Zuführung, automatischer Rollenwechsel, Auslastungsgrad ≥ 85 %.
Online-Erkennung: visuelle Größe + Druckkurve + Leckerkennung, Fehlerrate ≤ 50 PPM
6、 Qualität und Rückverfolgbarkeit
IATF 16949 Automotive Stamping System
ISO 9013 Stanzgenauigkeitsnorm
Jede Charge: Erstes Stück in Originalgröße + 10 % Inspektion + Vergleich des letzten Stücks, Daten automatisch in MES hochgeladen
QR-Code + visuelle Gravur: Formnummer + Rollennummer + Bediener, scannen Sie den Code, um die Ofennummer des Rohmaterials zurückzuverfolgen
Vertrauen Sie auf Zuverlässigkeit
Langjährige Exporterfahrung in globale Märkte beweist unsere Zuverlässigkeit in Qualität, Logistik und Compliance.
Zertifiziertes Qualitätsmanagement und standardisierte Produktion sorgen für zuverlässige und wiederholbare Ergebnisse bei jedem Auftrag.
Welche Toleranzen können Sie erreichen?
Unsere Standardtoleranz für die CNC-Bearbeitung beträgt DIN-2768-1-f (fein) oder +/-0,01 mm. Für höchste Präzisionsanforderungen können wir je nach Geometrie und Material Toleranzen von bis zu +/-0,005 mm erreichen.
Welche Oberflächenveredelungen bieten Sie an?
Wir bieten Oberflächenbehandlungsdienstleistungen aus einer Hand, einschließlich: Unbearbeitet (entgratet), Sandstrahlen, Eloxieren (Typ II, Typ III), Polieren, Spiegelpolieren, Pulverbeschichtung, Lackieren, Lasergravieren (Logo/Text).
Wie schnell kann ich ein Angebot erhalten?
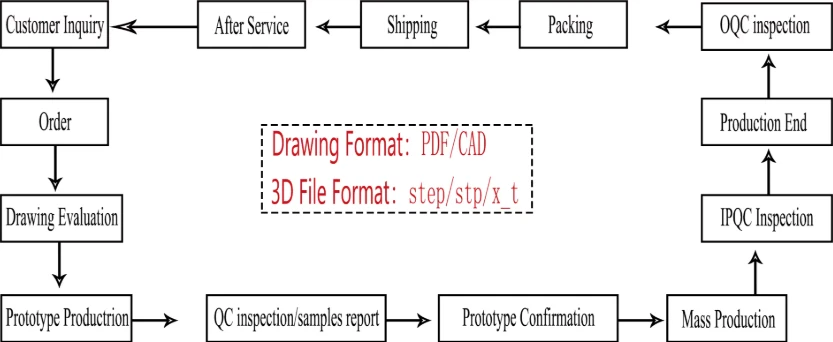
Senden Sie uns Ihre 3D-Dateien (STEP/IGES) und 2D-Zeichnungen (PDF). Unser Ingenieurteam wird sie analysieren und innerhalb von 6–12 Stunden ein detailliertes Angebot unterbreiten.
Was ist Ihre typische Vorlaufzeit?
Prototypen: 3–7 Tage Produktion 10–20 Tage Für dringende Projekte bieten wir auch einen beschleunigten Service an.
Stellen Sie Muster vor der Massenproduktion zur Verfügung?
Ja, wir empfehlen immer, ein Vorproduktionsmuster zur Genehmigung anzufertigen. Wir senden Ihnen Fotos/Videos oder senden Ihnen die physische Probe zur Überprüfung zu, bevor wir die gesamte Charge ausführen.
Was passiert, wenn die Teile nicht den Spezifikationen entsprechen?
Wir haben eine strenge Qualitätskontrollrichtlinie. Wenn die Teile nicht den Zeichnungsspezifikationen entsprechen, werden wir sie kostenlos neu anfertigen oder eine volle Rückerstattung leisten. Wir stehen zu 100 % hinter unserer Qualität.
Welche Materialien können Sie bearbeiten?
Wir arbeiten mit einer breiten Palette von Materialien, darunter: Metalle, Aluminium (6061, 7075), Edelstahl (303, 304, 316), Messing, Kupfer, Titan. Kunststoffe: ABS, POM (Delrin), PEEK, Nylon, Polycarbonat. Wenn Sie ein spezielles Material benötigen, teilen Sie uns dies einfach mit.

 AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4
AdresseNr. 66 Xingpu Straße, Lujia Stadt, Kunshan Stadt, Fabrikgebäude 3 und 4  de
de
 English
English 繁体中文
繁体中文 Italian
Italian Spanish
Spanish Japanese
Japanese Portuguese
Portuguese Korean
Korean Russian
Russian French
French German
German Estonian
Estonian Arabic
Arabic Indonesian
Indonesian



 Nachricht
Nachricht